
在体积密度和成本降低的趋势下,电池组的集成方案不断变化,从早期的油电平台到特斯拉、比亚迪、宁德时代的异形电池组“CTP 和 CTC(Cell to Chassis)”进一步扩大了动力电池系统的集成。
总零部件数量的减少和精度的提高是大势所趋,装配生产的变化已经拉开帷幕。
收益与风险并存
OEM和电池企业通过新技术研发,优化热管理方案,设计出高度集成的系统方案。——CTP和CTC,探讨如何构建更高效的电池组结构。
CTP跳出原电池、模块和电池组的三级设置,实现电池直接与电池组的高效集成。CTC进一步跨越电池组的设置,直接集成到车身底盘,实现从电池到车辆的进一步深度集成。两种组方案都得到了一定程度的应用,不同程度地提高了空间利用率,降低了电池组的重量,从而提高了能量密度,降低了成本。
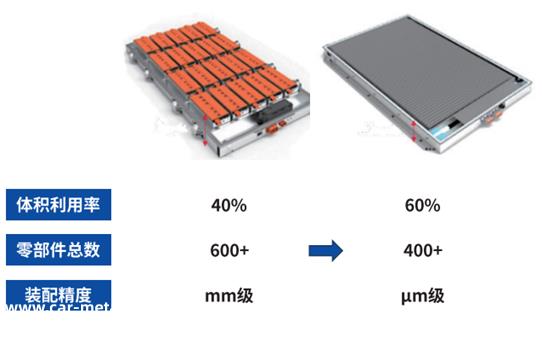
根据NE时代的调查,电池组的体积利用率随着小组方案的演变而惊人。
在传统模块阶段,零件数量约为600个,体积利用率一般在40%左右。当组方案发展到CTP阶段时,电池组取消了模块的侧板和底板,使用内部框架固定,零件数量减少到400左右 ,体积利用率提高到60%左右。
当宁德时代、比亚迪、零跑等将各自的团队计划升级为CTP时 3.0或CTC时,电池组取消横梁框架,甚至将车身底盘与电池组上盖融为一体,进一步减少零件数量,将体积利用率扩大到70%以上。
由于电池结构的创新,方形铁锂电池发挥了超高的性价比优势,帮助车辆在里程提高和成本下降方面实现了定性的飞跃。
由于 CTP 和 CTC 该技术在空间、耐久性等方面具有明显优势,预计2024年 年 CTP 和 CTC 总渗透率将超过90%。

从模块集成到CTP,来源:NE时代的分析
然而,高回报往往伴随着高风险。新的结构给从电池到盒子的装配精度带来了前所未有的挑战。
对于CTP和CTC电池,堆叠的大电池既是能量体又是结构组件,因此需要保证电池单体的质量一致性,对高速堆叠时电池的长度和尺寸一致性提出高要求。
特别是在CTC中,电池和车身的集成和密封主要分为两种方案。首先,电池组作为一个整体与车身集成。此时,电池组本身的密封风险可以控制;第二,电池组结构分为两部分:上壳体和电池体。上壳体和车身合二为一。此时,电池本身与电池车身之间的匹配界面需要100%的气密性测试。
目前,OEM和电池厂正在不遗余力地提高电池组的制造精度。OEM从车辆设计需求出发,向动力电池企业提出明确的技术要求,包括在设计阶段、车辆匹配、热管理策略、异常状态监测、测试验证等方面进行深入合作。另一方面,OEM和动力电池企业应共同严格控制产品一致性,确保批量产品达到安全设计目标。
不遗余力地提高装配精度
在电池组生产的最后阶段,它是电池托盘、上盖、液冷板、高低压线束、电池管理系统等电池单体与各种机械部件、热管件和电气部件的集成。
目前,电池模块,Pack 实际生产条件与预期的高精度仍存在差距。在各种设计方案下,不同电池组的孔位、组装精度和密封方法都有所不同。如果采用人工检测,其不确定性埋下了电池组安全的隐患。
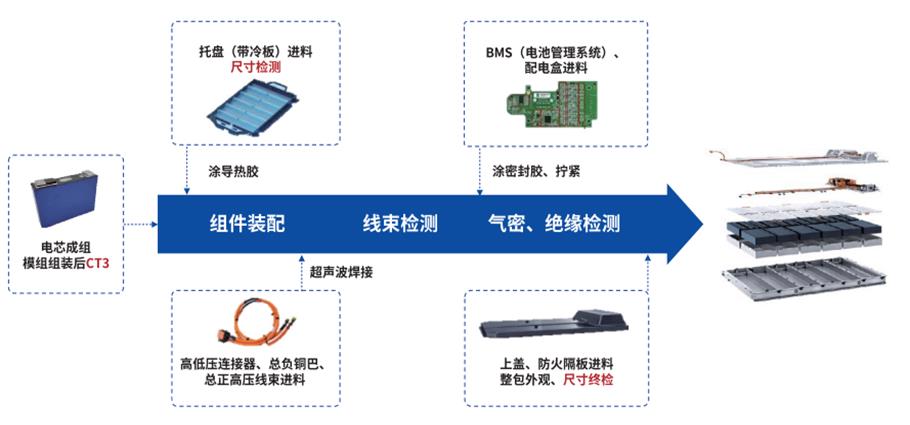
模组& Pack生产工艺 来源:“纤维毕现,追根溯源–探索高效生产电池 白皮书创造了高质量电池的奥秘
CT检测、三坐标测量仪和蓝光扫描仪的应用对于测量尺寸精度、定位精度、几何精度和轮廓精度至关重要。它具有通用性强、测量范围大、精度高、效率高、性能好、与柔性制造系统连接的特点,能很好地适应未来电池组的设计迭代“CTC”在主导的集成方案中会有更大的舞台。
就像裸电池壳一样,电池组组装完成后,内部情况也很难知道。此时,装配体也被使用 CT 扫描不仅可以测量铆接孔、基准孔、角铣面、密封面的轮廓和位置,还可以完成busbar 检测焊接、涂胶面积、电子元件等。
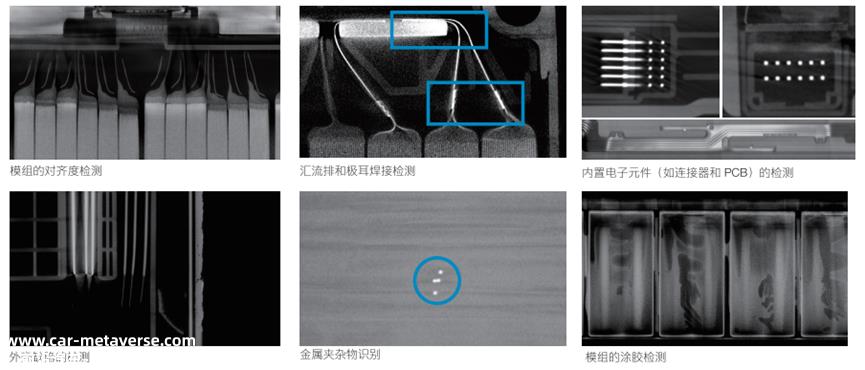
装配后的CT检测 来源:蔡司
除了节省劳动力和高测量效率外,这种一次性检测所有尺寸的工位设置还避免了产品的二次移动和夹紧,提高了测量精度。对于电池模块,Pack 该尺寸链的复杂组装,同时测量各种尺寸也可以更直观地分析关键的低精度位置,如电池的对齐度可能受到涂层不均匀的影响。需要在传统工序下返工才能发现的问题,现在一目了然,MES自动上传到数据中 之后得到系统的解决。
托盘和上盖作为整个电池组的外包装,需要与整车底盘紧密组装,起到密封、防碰撞、耐腐蚀、电磁保护和冷却的作用。面对不同部位使用不同材料的混合电池外壳,为了达到最佳的性能和成本解决方案,它仍然可以实现高密封性和组装精度,已成为动力电池系统外壳的主流技术路线。
高精度要求需要通过尺寸检测来检测,包括铆接孔、基准孔、角铣削面、密封面轮廓和平面度、模块支架的安装面轮廓、定位孔支架的面轮廓和位置等。不难看出,外壳的尺寸检测元素很多,检测效率要求也很高。
目前的挑战是,由于电池托盘的上盖尺寸较大,测量机需要具有大尺寸、高精度的检测能力,并在生产环境中的粉尘、油烟和不断变化的温度下保持高稳定性。
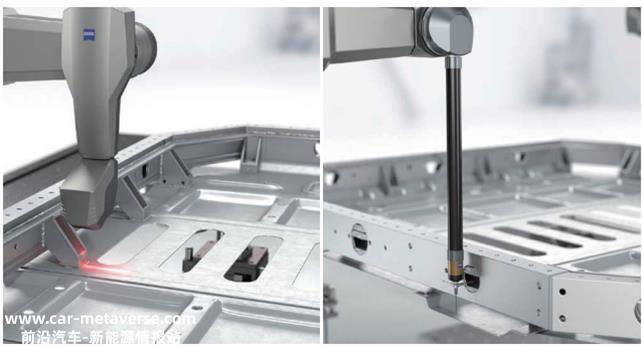
电池托盘的铣削和钻孔测量 来源:“纤维毕现,追根溯源–探索电池的高效生产 白皮书创造了高质量电池的奥秘
蔡司悬臂三坐标测量仪 CALENO 结合高性能光学或接触式测量头,实时监控整个电池托盘的复杂特性,可获得可靠的无比可追溯性测量和检测数据。同时,它具有工作环境中的隔热、防尘和污染性能。这样,电池托盘中的大量特性就可以非常快地检测到,并且可以在不影响准确性的情况下缩短检测周期。
液冷板通过电池或模块接触板式铝器件的表面,并通过内部流道中的冷却液带走热量,从而调节电池组的温度。对于不同形式的液冷板,平面度测量受形式影响较大。供应商通常需要开发独立的非标准测试夹具来适应各自产品的测试。精度难以提高,夹具本身不稳定,容易出现批量问题。而且液冷板尺寸上的个别缺陷,其后果足以导致该位置电池冷却不足。
此外,液冷板和电池组托盘的尺寸精度往往相互影响。仅仅依靠特定的非标准测量夹具来更好地测量电池托盘中不同部件的组装是不够的。
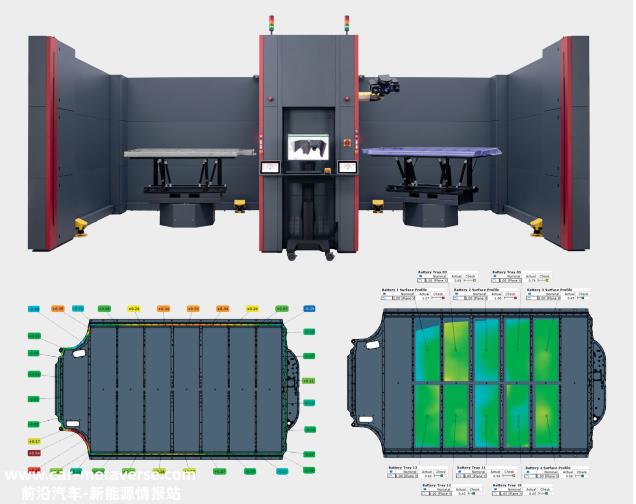
电池托盘的数字孪生组装 来源:蔡司
蔡司ATOS ScanBox 可实现电池托盘的自动化、快速、全点云测量。通过建立数字双胞胎模型,可以测量所有连接组件的尺寸和对齐度,收集不同的特征参数,并直接与设计进行比较,以获得最终的尺寸误差。
蔡司在检测电池托盘设备方面经验丰富,不局限于检测结果,可直接输出数据分析。
原创文章,作者:NE时代,如若转载,请注明出处:https://www.car-metaverse.com/202308/3123118489.html
